
 English
English русский
русский-
-
 Новости отрасли- Получите больше миль от ваших дорожных фрез из карбида вольфрама
Новости отрасли- Получите больше миль от ваших дорожных фрез из карбида вольфрама -
-

-
-
Пластины из карбида вольфрама для туннелепроходческих машин: что это такое и почему они важны
Новости отрасли-Content
- 1 Роль пластин из карбида вольфрама при расточке туннелей
- 2 Что такое карбид вольфрама и почему он используется в режущих инструментах TBM
- 3 Типы твердосплавных пластин TBM и их функции
- 4 Выбор марки твердого сплава по типу породы и абразивности
- 5 Геометрия пластины и ее влияние на производительность резки
- 6 Механизмы износа и как их распознать
- 7 Практика установки, проверки и замены
- 8 Ключевые факторы при выборе твердосплавных пластин TBM
Роль пластин из карбида вольфрама при расточке туннелей
Вставки из карбида вольфрама для туннелепроходческих машин являются основными режущими элементами, ответственными за разрушение, соскабливание и дезагрегацию горных пород и грунтовых образований в забое туннеля. Каждый метр продвижения туннеля в условиях твердого или смешанного грунта зависит от способности этих пластин сохранять свою режущую геометрию, противостоять абразивному износу и поглощать огромные ударные и сжимающие силы, возникающие при контакте вращающейся режущей головки с породой на глубине. Без правильно подобранных и обслуживаемых твердосплавных пластин скорость проходки резко падает, расход фрезы возрастает, а экономика всего проекта туннелирования быстро ухудшается.
Сами вставки представляют собой компактные компоненты, критические размеры которых обычно составляют от нескольких миллиметров до нескольких сантиметров, но они спроектированы с исключительно высоким уровнем точности. Марка карбида вольфрама, содержание связующего, размер зерна, геометрия пластины, а также система пайки или запрессовки — все это переменные, которые производитель пластины оптимизирует для конкретного применения резки. Твердосплавные пластины, которые хорошо работают при работе с известняком, будут преждевременно изнашиваться или разрушаться при работе с гранитом или кварцитом, и наоборот. Понимание того, почему это так и как сделать правильный выбор спецификации, — это практические знания, которые отделяют эффективную закупку инструментов для ТБМ от дорогостоящего метода проб и ошибок на местах.
Что такое карбид вольфрама и почему он используется в режущих инструментах TBM
Карбид вольфрама (WC) представляет собой химическое соединение вольфрама и углерода, которое в чистом спеченном виде является одним из самых твердых доступных конструкционных материалов, уступая только алмазу и кубическому нитриду бора среди коммерчески практичных материалов для режущих инструментов. В изделиях из цементированного карбида, используемых для вставок TBM, зерна карбида вольфрама связаны между собой металлическим связующим — почти всегда кобальтом (Co), хотя в определенных коррозионностойких марках используются никелевые и никель-хромовые связующие — посредством процесса порошковой металлургии, включающего прессование и спекание в жидкой фазе при температуре выше 1300°C.
В результате получается композитный материал, в котором твердые зерна WC обеспечивают исключительную твердость и износостойкость, а матрица из кобальтового связующего обеспечивает прочность и устойчивость к разрушению при ударе. Критическая идея заключается в том, что твердость и ударная вязкость существуют в цементированном карбиде при растяжении — увеличение одного обычно происходит за счет другого. Сплавы с низким содержанием кобальта и мелкой зернистостью более тверды и износостойки, но более хрупкие; Марки с более высоким содержанием кобальта и более крупным размером зерна более прочные и ударопрочные, но быстрее изнашиваются в абразивных условиях. Выбор правильного сплава для твердосплавной пластины TBM означает нахождение оптимального положения в этом компромиссе между твердостью и вязкостью для конкретного типа породы, абразивности породы и используемого механизма резания.
В частности, для применений TBM цементированный карбид превосходит все практические альтернативы. Стальным наконечникам не хватает твердости, чтобы противостоять абразивному износу горных пород при приемлемой скорости проникновения. Керамика обладает конкурентоспособной твердостью, но недостаточной вязкостью разрушения, чтобы выдержать ударную нагрузку на забое туннеля. Инструменты с алмазными напайками используются в определенных дорогостоящих операциях, но они непрактичны при таком объеме режущих элементов, который требуется для полной режущей головки TBM. Сочетание твердости, ударной вязкости, термической стабильности и технологичности в промышленном масштабе делает его стандартным решением для режущих пластин TBM для твердых пород и смешанного грунта в мировой туннельной промышленности.
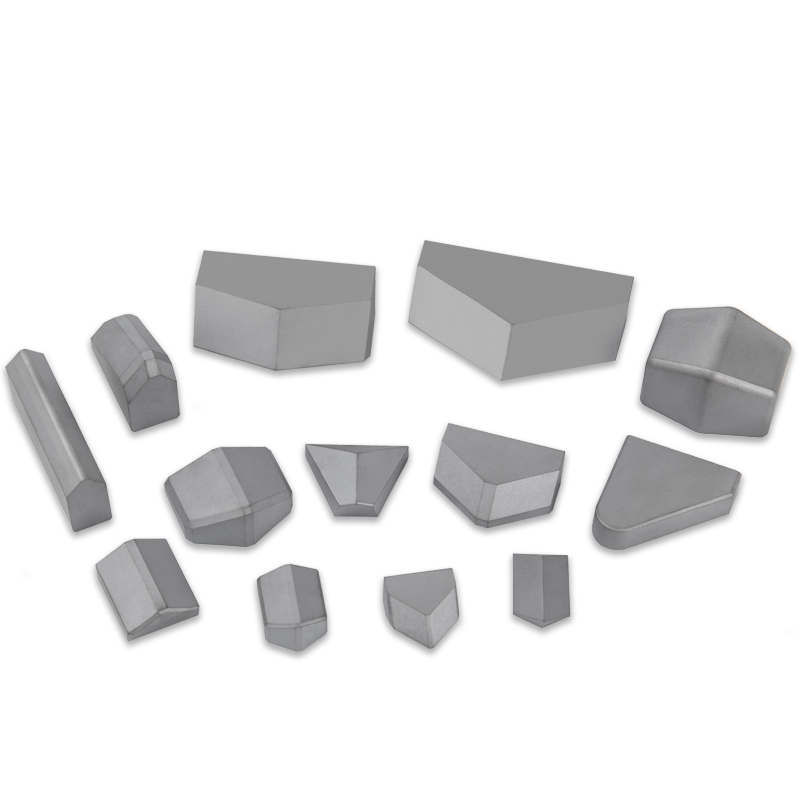
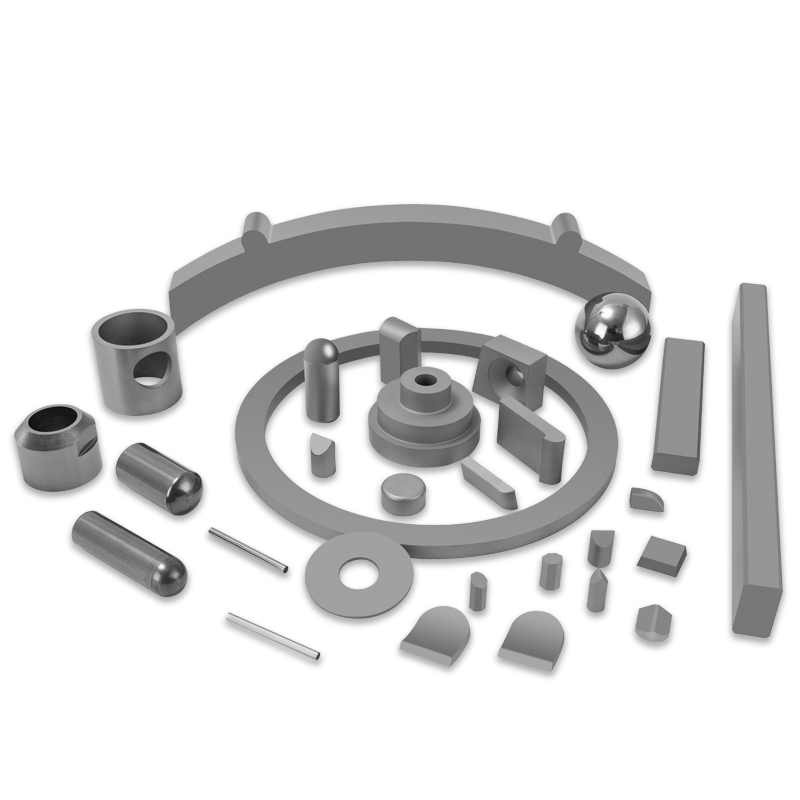
Типы твердосплавных пластин TBM и их функции
Не все твердосплавные вставки на режущей головке TBM выполняют одну и ту же функцию. Режущая головка представляет собой сложную совокупность различных типов инструментов, каждый из которых предназначен для выполнения определенной задачи в процессе разрушения породы и удаления материала. Понимание различий между этими типами пластин имеет основополагающее значение для выбора подходящей марки твердого сплава и геометрии для каждой позиции.
Вставки для дисковых фрез
Дисковые фрезы являются основным режущим инструментом на ТБМ для твердых пород. Дисковый фрезерный станок состоит из стального кольца (диска), установленного на узле ступицы, что позволяет ему свободно вращаться при вращении режущей головки. Край диска контактирует с поверхностью породы и создает трещины при растяжении за счет механизма вдавливания, а не прямого разрезания. Вставки из карбида вольфрама в дисковых фрезах обычно встраиваются в кромку кольца диска или используются в качестве материала контактной кромки в конструкциях композитных дисков. Эти вставки должны противостоять высоким сжимающим напряжениям в точке контакта с породой, усталостным нагрузкам от повторяющихся циклов ударов и абразивному износу от твердых минералов, особенно кварца, в матрице породы. Сплавы со средним содержанием кобальта (8–12% Co) и размером зерна от мелкого до среднего обычно используются для вставок дисковых фрез при работе с твердыми породами.
Вставки для пуговиц и шпилек для инструментов для перетаскивания
В условиях мягкого и среднетвердого грунта, а также в условиях смешанного типа, ТБМ используют волочильные инструменты — кирки, скребки и калибровые фрезы — оснащенные карбид-вольфрамовыми штифтами или вставками шпилек, которые взаимодействуют с пластом, выполняя скребковое или срезающее действие. Вставки-кнопки представляют собой твердосплавные формы полусферического или баллистического профиля, запрессовываемые в стальной корпус инструмента; Вставки шпилек представляют собой цилиндрические хвостовики с закаленной вершиной, также запрессованные или припаянные в подготовленные гнезда. Эти вставки испытывают меньшие сжимающие нагрузки, чем вставки дисковых фрез, но подвергаются более высоким силам бокового сдвига и более переменному воздействию от смешанных контактов породы и грунта. Марки с более высоким содержанием кобальта (12–16% Co) и более крупным размером зерен обеспечивают вязкость, необходимую для сопротивления разрушению в этих условиях нагрузки, за счет некоторой стойкости к истиранию по сравнению с более твердыми марками с низким содержанием кобальта.
Режущие пластины для калибра и калибра
Калибровочные фрезы располагаются по внешнему периметру режущей головки ТБМ и режут профиль туннеля до необходимого диаметра. Они испытывают сочетание самых высоких скоростей резания (поскольку они преодолевают наибольшее расстояние по окружности за один оборот) и значительной ударной нагрузки из-за неровностей профиля и смешанных грунтовых условий на границе туннеля. Пластины калибровых фрез подвержены наиболее серьезному износу режущей головки, поэтому их часто выбирают из более твердых сплавов или с пластинами большего размера, которые обеспечивают больший объем твердого сплава для сопротивления износу до того, как пластина потребует замены.
Вставки для ковшового колеса и спиц
На EPB (баланс давления на землю) и ТБМ для навозной жижи, работающих на мягком грунте или в смешанных условиях, спицы режущей головки и отверстия ковшового колеса оснащены изнашиваемыми элементами с твердосплавными наконечниками, которые защищают стальную конструкцию от абразивного износа, когда разрыхленный материал зачерпывается в машину. Эти пластины для защиты от износа обычно изготавливаются из высокопрочных сплавов, которые противостоят ударам осколков породы и твердых включений в потоке навоза, при этом структурная целостность имеет приоритет над остротой режущей кромки.
Выбор марки твердого сплава по типу породы и абразивности
Геологические условия в забое туннеля являются основным фактором выбора марки твердосплавной пластины. Абразивность горных пород, определяемая количественно с помощью стандартизированных тестов, таких как индекс абразивности Cerchar (CAI) и тест на абразиметр LCPC, напрямую предсказывает скорость износа твердосплавных вставок и вероятность катастрофического разрушения при ударной нагрузке. Подбор марки пластины в соответствии с абразивностью породы является наиболее важным решением при выборе твердосплавных пластин TBM.
| Тип камня | Типичный диапазон CAI | Рекомендуемый совместный контент | Размер зерна | Механизм первичного износа |
| Известняк/Мрамор | 0,1–0,5 | 10–14% | Средний | Низкая истираемость; удар от плоскостей разрушения |
| Песчаник | 0,5–2,5 | 8–12% | От мелкого до среднего | Умеренная истираемость кварцевых зерен |
| Гранит | 2,0–4,5 | 6–10% | Хорошо | Высокая истираемость; усталостное растрескивание |
| Кварцит | 3,5–6,0 | 6–9% | От ультратонкого до мелкого | Сильная ссадина; микрочипирование |
| Базальт/Долерит | 1,5–3,5 | 8–12% | От мелкого до среднего | Истирание и воздействие твердых включений |
| Смешанное лицо / Ледниковый тил | Переменная | 12–16% | Средний to coarse | Ударный перелом от булыжника; переменная абразивность |
Порог CAI, равный примерно 2,0, является практическим моментом принятия решения при выборе марки твердого сплава. Ниже этого значения сорта с более высоким содержанием кобальта и средней зернистостью обеспечивают хороший баланс прочности и износостойкости. Выше CAI 2.0 скорость абразивного износа марок с более высоким содержанием кобальта становится неэкономичной, и спецификация должна смещаться в сторону марок с более низким содержанием кобальта и более мелким зерном, которые сохраняют твердость за счет некоторой ударной вязкости. В пластах выше CAI 4.0 (крупный кварцит и некоторые абразивные конгломераты) даже высококачественные мелкозернистые марки с низким содержанием кобальта быстро изнашиваются, и частота замены вставок становится фактором планирования проекта, а не затратами, которых можно избежать.
Геометрия пластины и ее влияние на производительность резки
Геометрия пластины TBM из карбида вольфрама — форма ее профиля, угол при вершине и размерные пропорции — определяет, как она взаимодействует с поверхностью породы, как распределяет напряжение внутри твердосплавного тела и как ее характеристики изменяются по мере износа пластины. Оптимизация геометрии так же важна, как и выбор сплава, для увеличения срока службы пластины и эффективности резания.
Полусферические вставки для пуговиц
Полусферический профиль является наиболее распространенной геометрией для вставок кнопок инструментов для перетаскивания в грунте от мягкого до среднетвердого. Закругленный кончик равномерно распределяет контактное напряжение по большой площади поверхности, снижая пиковые концентрации напряжений, которые могут привести к разрушению при более остром профиле. По мере износа полусферы ее геометрия постепенно меняется — частично изношенная полусфера по-прежнему сохраняет функциональный режущий профиль, а это означает, что пластина продолжает работать на значительной части своего объема, прежде чем потребуется замена. Основным ограничением полусферического профиля в твердых породах является то, что он требует более высоких усилий проникновения для достижения той же глубины вдавливания по сравнению с более острыми профилями, что снижает эффективность резания в пластах, где сила проникновения является ограничивающим фактором.
Баллистические и конические профили
Баллистические вставки имеют оживальный профиль наконечника — закругленный на острие, но переходящий в более цилиндрический корпус под более крутым углом, чем у полусферы. Такая геометрия концентрирует контактное напряжение более эффективно, чем полусфера, улучшая проникновение в более твердую породу при той же приложенной силе, но она более подвержена разрушению при боковом ударе или использовании в пластах с твердыми включениями. Конические пластины с определенным углом при вершине еще больше повышают эффективность проникновения, но являются наиболее склонными к разрушению из стандартных профилей. Конические и баллистические твердосплавные пластины TBM обычно используются в пластах, где эффективность резания является приоритетом, а ударная нагрузка предсказуема и управляема.
Долото и клиновые профили
Вставки с долотообразным профилем представляют собой линейную режущую кромку, а не точечный контакт с поверхностью породы. Эта геометрия эффективна для резки и очистки мягких и средних пород и обычно используется в положениях калиброванных и профильных фрез, где необходима определенная геометрия резки. Край долота быстро изнашивается в абразивных условиях, что приводит к переходу режущего механизма от срезания к вспахиванию — значительное изменение производительности, которое увеличивает требуемую силу резания и выделяет больше тепла на поверхности пластины. Поэтому контроль износа долота и его замена при пороговом уровне износа или раньше более критичны по времени, чем при использовании вставок с пуговичной геометрией.

Механизмы износа и как их распознать
Определение конкретного механизма износа, влияющего на твердосплавные пластины TBM в полевых условиях, является отправной точкой для диагностики того, соответствуют ли текущие характеристики пластины условиям грунта и могут ли вмешательства — изменение сортамента, изменение геометрии, регулировка рабочих параметров — улучшить производительность. Основные режимы износа различны по внешнему виду и имеют разные первопричины.
- Абразивный износ (плоский износ): Постепенное удаление твердосплавного материала с поверхности вершины пластины твердыми минеральными зернами в породе, создавая гладкую плоскую или граненую изношенную поверхность. Это ожидаемый режим износа в абразивных породах, который указывает на то, что вставка потребляет объем карбида со скоростью, определяемой абразивностью породы и твердостью марки твердого сплава. Если скорость плоского износа выше ожидаемой, рассмотрите возможность перехода на марку с меньшим содержанием кобальта и более мелкой зернистостью, но убедитесь, что прочность остается достаточной для существующих условий удара.
- Сколы и микропереломы: Мелкомасштабное разрушение твердосплавного наконечника, проявляющееся в виде неравномерных изломов кромок или неровной текстуры поверхности. Сколы обычно указывают на то, что текущий сплав слишком твердый и хрупкий для существующих условий удара — карбид разрушается до того, как связка успевает деформироваться и поглотить энергию удара. Этот режим износа распространен, когда марка с низким содержанием кобальта, предназначенная для абразивных условий, сталкивается с неожиданными твердыми включениями или зонами разрушения. Решением обычно является увеличение содержания кобальта или размера зерна для улучшения ударной вязкости.
- Общий перелом: Катастрофическая поломка корпуса вставки с потерей значительной части или всей вставки над монтажным хвостовиком. Этот вид отказа указывает на серьезную перегрузку — обычно из-за удара о неожиданно твердые валуны, внезапных изменений прочности пласта или неправильного монтажа вставки, что создает концентрацию напряжений в основании вставки. Грубый перелом немедленно разрушает пластину и может повредить корпус инструмента, что делает его дорогостоящим видом отказа, которого следует избегать.
- Термическое растрескивание: Сеть поверхностных трещин, исходящих от кончика пластины, иногда называемая «тепловой проверкой». Это происходит, когда тепло трения на режущей поверхности вызывает быстрое термоциклирование, которое превышает сопротивление термической усталости твердого сплава. Термическое растрескивание чаще встречается в условиях сухой резки, что указывает на недостаточную подачу охлаждающей воды на поверхность инструмента, или когда скорость проникновения очень высока, что приводит к устойчивому нагреву от трения. Улучшение подачи охлаждающей воды и пересмотр параметров резки являются основными мерами реагирования на термическое растрескивание.
- Выщелачивание кобальтового связующего: В кислых грунтовых водах или химически агрессивных поровых жидкостях кобальтовое связующее в карбидной матрице может избирательно растворяться, в результате чего карбидный скелет становится ослабленным и очень подвержен разрушению. Этот тип отказа можно определить по пористой серой текстуре поверхности вставки и подтвердить химическим анализом грунтовых вод. Марки твердого сплава на никелевой или никель-хромовой связке обеспечивают значительно лучшую коррозионную стойкость в кислых условиях, и их следует использовать, когда выщелачивание связующего является известным или предполагаемым риском.
Практика установки, проверки и замены
На эксплуатационные характеристики вставок из карбида вольфрама в значительной степени влияют качество установки, частота и строгость проверок во время проходки туннелей, а также критерии, используемые для замены. Плохая практика в любой из этих областей снижает срок службы пластины и увеличивает затраты на инструмент на метр, независимо от того, насколько точно указана марка твердого сплава.
Требования к установке
Кнопочные вставки с запрессовкой должны быть установлены с правильным натягом между хвостовиком вставки и подготовленным гнездом в корпусе инструмента. Слишком малое натяжение позволяет пластине вращаться или ослабляться под действием сил резания, что ускоряет износ и в конечном итоге приводит к потере пластины; слишком сильное вмешательство создает растягивающее напряжение в твердосплавном хвостовике при установке, что может привести к образованию трещин, которые перерастают в разрушение в процессе эксплуатации. Производители указывают требуемую посадку с натягом для каждой комбинации диаметра пластины и материала корпуса — эти спецификации следует точно соблюдать, а размеры седла проверять с помощью манометра перед установкой. Паяные вставки требуют правильного выбора припоя, нанесения флюса и контроля толщины паяного соединения для достижения прочности соединения, необходимой для сопротивления силам резания без растрескивания твердого сплава, прилегающего к поверхности пайки.
Протоколы эксплуатационных проверок
Интервалы проверки режущей головки TBM варьируются в зависимости от условий грунта и требований проекта, но обычно происходят через каждые 300–600 метров продвижения в грунте средней твердости и чаще в высокоабразивных пластах. Во время каждой проверки каждое положение пластины должно быть визуально проверено на наличие описанных выше режимов износа, а глубина износа пластины должна быть измерена в репрезентативных положениях с помощью глубиномера. Карты износа вставок — запись износа в каждой позиции режущей головки в течение последовательных интервалов проверки — позволяют идентифицировать позиции с аномально высокой скоростью износа, которые могут указывать на локальные изменения пласта, проблемы с подачей охлаждающей воды или дисбаланс вращения режущей головки, требующий исследования.
Критерии замены
Пластины следует заменять до того, как они изнашиваются до такой степени, что стальной корпус инструмента начинает соприкасаться с поверхностью породы — в этот момент корпус инструмента быстро изнашивается, и стоимость замены корпуса инструмента намного превышает экономию от максимального увеличения времени работы пластины. Типичные критерии замены кнопочных вставок предусматривают максимальный диаметр плоского износа, составляющий 60–70 % от исходного диаметра вставки, после чего скорость износа возрастает нелинейно, и риск серьезного разрушения значительно возрастает. Для дисковых фрез износ колец контролируется путем измерения уменьшения диаметра кольца по сравнению с исходной спецификацией, при этом замена обычно начинается при уменьшении диаметра на 5–10 мм, в зависимости от конструкции кольца.
Ключевые факторы при выборе твердосплавных пластин TBM
Закупка вставок из карбида вольфрама для туннелепроходческих машин требует технических, коммерческих и логистических соображений, специфичных для условий подземного строительства. Последствия выбора неправильного продукта или исчерпания запасов в середине пути достаточно серьезны, чтобы сделать решение о выборе поставщика значительно более важным, чем для большинства закупок промышленных расходных материалов.
- Запросите сертификаты материалов и паспорта классов. Любой надежный поставщик твердосплавных пластин должен предоставить сертификаты испытаний материала, подтверждающие твердость (HRA или HV30), прочность на поперечный разрыв, плотность и содержание кобальта для каждой производственной партии. Убедитесь, что поставляемый сорт соответствует спецификации и сохраняется единообразие от партии к партии — различия в сортах между партиями являются известной проблемой качества, поскольку некоторые производители работают на товарном конце рынка.
- Подтвердите размерные допуски в соответствии со спецификациями корпуса вашего инструмента. Допуски на диаметр хвостовика пластины для запрессовки обычно указываются в диапазоне ±0,01–0,02 мм. Запросите отчеты о проверке размеров, подтверждающие, что поставляемые вставки соответствуют указанному диапазону допуска — вставки, выходящие за пределы допуска, не могут быть обнаружены визуально и могут вызвать проблемы при установке или преждевременный выход из строя в эксплуатации.
- Поддерживать достаточный страховой запас на протяжении всего проекта. Приводы TBM, работающие в абразивных грунтах, быстро расходуют вставки — уровень расхода нескольких сотен вставок в неделю не является чем-то необычным для приводов из высокоабразивного гранита или кварцита. Создайте прогноз потребления на основе ожидаемой абразивности пласта, запланированных скоростей проникновения и конструкции режущей головки, а также определите размер страхового запаса, чтобы покрыть как минимум четыре-шесть недель прогнозируемого потребления на площадке проекта. Сбои в цепочке поставок во время активной эксплуатации TBM оказывают прямое и непосредственное влияние на график проекта.
- Учитывайте общую стоимость владения, а не цену за единицу. Твердосплавная пластина, которая стоит на 20 % дороже, но служит на 50 % дольше в данном пласте, снижает стоимость оснастки на метр продвижения примерно на 25 %, а также снижает трудозатраты на осмотр и замену. Оценка поставщиков вставок на основе данных о производительности по стоимости за метр сопоставимых проектов, а не только по цене за единицу, неизменно приводит к лучшим результатам проекта и является подходом, используемым опытными подрядчиками TBM по всему миру.
- Привлекайте техническую поддержку поставщиков для новых или сложных пластов. Если геология проекта включает в себя пласты, не относящиеся к стандартным категориям твердых пород или мягких грунтов — сильно трещиноватую породу, химически агрессивные грунтовые воды, чрезвычайную абразивность или смешанный забой с большими валунами — работайте с технической командой поставщика вкладышей для разработки и проверки спецификации вкладыша до начала забивки. Стоимость предпроектной технической проверки незначительна по сравнению со стоимостью обнаружения неадекватной спецификации из-за преждевременного выхода из строя пластины во время эксплуатации.
Наши новости //
Похожие новости
Если вы заинтересованы в нашей продукции, пожалуйста, проконсультируйтесь с нами
